Резьбошлифовальный полуавтомат с ЧПУ ВЗ-678Ф4





24 646 476 руб.
с НДС - на 26.12.2024 г.
| Модель: |  |
ВЗ-678Ф4 |
| Артикул: | |
ВЗ-678Ф4 |
| Производитель: | Белоруссия |
|
| Изготовитель: |  |
Белоруссия |
- Описание
- Комментарии
- Отзывы
Резьбошлифовальный полуавтомат с ЧПУ ВЗ-678Ф4 предназначен для шлифования внешних винтовых поверхностей на деталях методом профильного шлифования с применением смазочно-охлаждающей жидкости.
Особенности
В качестве шлифовальных кругов применяются однониточные абразивные электрокорундовые круги, профилируемые непосредственно на полуавтомате. При необходимости могут применяться специальные профильные шлифовальные круги с зерном из кубического нитрида бора.
Шлифование поверхностей на полуавтомате осуществляется по управляющей программе, которая может быть разработана Покупателем или сформирована системой подготовки управляющих программ ОАО завод «ВИЗАС». Необходимые дополнительные системы подготовки управляющих программ для шлифования винтовых поверхностей на полуавтомате заказываются отдельно.
Система ЧПУ
Устройство ЧПУ SINUMERIK 840DSL обеспечивает высокое качество управления, надежную и бесперебойную работу. Решает множество расчетных задач, управляет любым движением с использованием интерполяции. Память системы позволяет хранить большое количество характеристик, параметров обрабатываемых изделий, режимов обработки. Мощная система диагностики и визуализации позволяет в полноэкранном виде выводить на дисплей сообщения и параметры, необходимые оператору для контроля процесса шлифования и состояния приводов. В качестве приводов используются цифровые приводы серии SINAMICS S120.

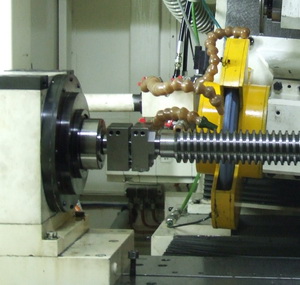
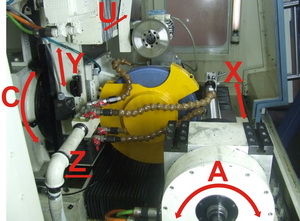
Компоновка полуавтомата, его конструктивные особенности
Полуавтомат выполнен в горизонтальной компоновке. Станина служит основанием, на котором монтируются основные сборочные единицы полуавтомата. На станине спереди установлен подвижный в продольном направлении стол (ось X), на котором установлена бабка изделия (ось А) с обрабатываемой заготовкой и гидрофицированная задняя бабка. В задней части станины установлена каретка поперечная (ось Z), на которой монтируется редуктор поворота вертикального суппорта. На шпиндель редуктора поворота, который поворачивается вокруг горизонтальной оси (ось С) крепится вертикальный суппорт (ось Y). На подвижной каретке суппорта установлена бабка шлифовальная и устройство ориентации. На неподвижном основании вертикального суппорта крепится каретка механизма правки (ось U), на которую монтируется механизм правки алмазным роликом. Такое расположение механизма правки обеспечивает высокую эффективность процесса правки (точность и производительность). Рабочая зона полностью закрыта ограждением кабинетного типа с раздвижными и монтажными дверцами.
Бабка изделия (ось А)
Шпиндель вращается от встроенного кругового высокомоментного синхронного электродвигателя. Датчик измерения угла поворота с точностью ±2’’ установлен непосредственно на шпинделе (конечное звено). Шпиндель смонтирован на специальном прецизионном упорно-радиальном подшипнике.
Конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота, надежность и долговечность.
Перемещения по осям X,Y,Z и U осуществляются от синхронных электродвигателей через беззазорные шариковинтовые приводы по замкнутым с предварительным натягом направляющим качения с интегрированными в них измерительными системами. Такая конструкция обеспечивает исключительную динамику и высокую точность перемещения. Перемещение на высоких скоростях значительно снижает время установочных перемещений.
Поворот вертикальной каретки осуществляется от синхронного электродвигателя через редуктор. Угол поворота контролируется прецизионным датчиком, который установлен непосредственно на оси поворота.
Шлифовальный шпиндель
Собран с применением прецизионных дуплексных (с предварительным натягом) подшипников. Применение частотного преобразователя позволяет бесступенчато регулировать скорость вращения приводного асинхронного электродвигателя.
Механизм правки шлифовального круга
Фасонная правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга.

Система выполнена на базе трехмерного контактного датчика и посредством координатных перемещений полуавтомата в автоматическом цикле, в соответствии с управляющей программой, осуществляет следующие функции:
- осуществляет привязку заготовки (угловую и осевую) к станочной системе координат;
- производит окончательное измерение обработанной поверхности.
Система подачи и очистки СОЖ, система отсоса аэрозолей
Система подачи и очистки СОЖ выполнена с применением магнитного сепаратора и лентопротяжного устройства с бумажным фильтром, что обеспечивает эффективную очистку и подачу СОЖ на масляной основе.
Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата.

Смазка шариковинтовых передач автоматическая централизованная.
Программное обеспечение
Помимо базового программного обеспечения в систему ЧПУ встроена оригинальная система подготовки управляющих программ. Оператору в диалоговом режиме необходимо заполнить таблицу параметров заготовки, указать режимы резания, параметры и размеры шлифовального круга. Система автоматически сформирует управляющую программу для обработки заготовки и правки круга.
Технические характеристики ВЗ-678Ф4 | |
|---|---|
| Характеристика | Значение |
| Наибольший диаметр заготовки, мм | 350* |
| Наибольшая длина заготовки, мм | 600* |
| Наибольшая длина шлифования, мм | 450* |
| Наибольший угол подъема винтовой линии правой и левой, град. | 30 |
| Наибольший/наименьший диаметр устанавливаемого шлифовального круга, мм | 350/250 |
| Частота вращения шлифовального круга, об/мин | 1500…2750* |
| Количество управляемых осей координат | 6 |
| Наибольшие рабочие перемещения по управляемым осям координат: | |
| продольного стола с заготовкой (ось Х), мм | 600 |
| вертикального шлифовального круга (ось У) | 300 |
| поперечного шлифовального круга (ось Z) | 300 |
| каретки механизма правки (ось U) | 70 |
| поворот шпинделя бабки изделия (ось А), град. | не ограничен |
| поворот шлифовальной бабки на угол наклона зуба (ось С), град | ±30 |
| Мощность электродвигателя главного движения, кВт | 4 |
| Род тока питающей сети | перем. 3-фазный |
| Напряжение, В | 380±38 |
| Частота тока, Гц | 50±1 |
| Габаритные размеры (ДхШхВ), мм | 3000×2600×2350* |
| Масса ВЗ-678Ф4 , кг | 8000 |
* параметры уточняются при согласовании Технического задания на поставку.
Комплект поставки
- Ролик шлифовальный алмазный
- Система ориентации заготовки
- Устройство для автоматической балансировки шлифовальных кругов
- Комплект оснастки для крепления заготовок
- Комплект оправок для крепления шлифовальных кругов
- Комплект специального инструмента
- Комплект запасных частей
- Система подачи и очистки СОЖ, магнитным сепаратором и лентопротяжным устройством с бумажным фильтром
- Система отсоса аэрозоли
- Комплект эксплуатационной (технической) документации: руководство по эксплуатации; руководство по эксплуатации электрооборудования; инструкция по управлению с пульта, инструкция по программированию
- Упаковка
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос